SÄKAPHEN Coating of Turbines
Corrosion Protection against Fume Condesate, Furnace Gases and other Corrosive Media
An example of lining or coating a Turbine or Turbine Housing with SÄKAPHEN is in the Iron Ore / Steel Manufacturing Industry where blast furnaces are located. A typical composition of blast furnace gases includes approximately 45 - 60% Nitrogen (N), 20 - 30% Carbon Monoxide (CO) and Carbon Dioxide (CO2) with 2 - 4% Hydrogen (H). The Hydrogen element in particular can cause severe aggressive corrosion (hydrogen induced cracking corrosion) when in contact with cast iron, even at relatively low temperatures of 40-60°C as the corrosion is further accelerated by the presence of acidic condensate, carbonic acids etc.

We offer you a choice from the extensive range of our exceptional products comprising Heat Cured Phenolics / Epoxy-Phenolics alongside Cold Cured Epoxies, Novolac Vinyl Esters and Epoxy Vinyl Ester, depending on the type of equipment and operating conditions. The use of Cold Cured Epoxies such as HR 60 Extra G or SÄKATONIT Extra AR with ceramic fillers, are excellent choices for large pieces of equipment operating at lower temperatures.
Due to the nature of the size and weight of a typical Turbine or Turbine Housing installed in the Iron Ore / Steel Manufacturing Industry, the application of the SÄKAPHEN protective coating is preferably carried out on site.


Similar scenarios occur in waste incineration plants such as Energy from Waste (EfW) or Energy Recovery Facilities (ERF) where the composition of flue gases may differ in conjunction with higher temperatures. In these instances the protective coating has to withstand temperatures from 200°C down to 130°C and lower, where condensation occurs. This condensation often contains Sulfuric Acid (H2SO4), Hydrogen Sulfide (H2S), Hydrofluoric Acid (HF) and Hydrochloric Acid (HCl). Here, SÄKAPHEN's Heat Cured Phenolics have become the market standard in coating application.
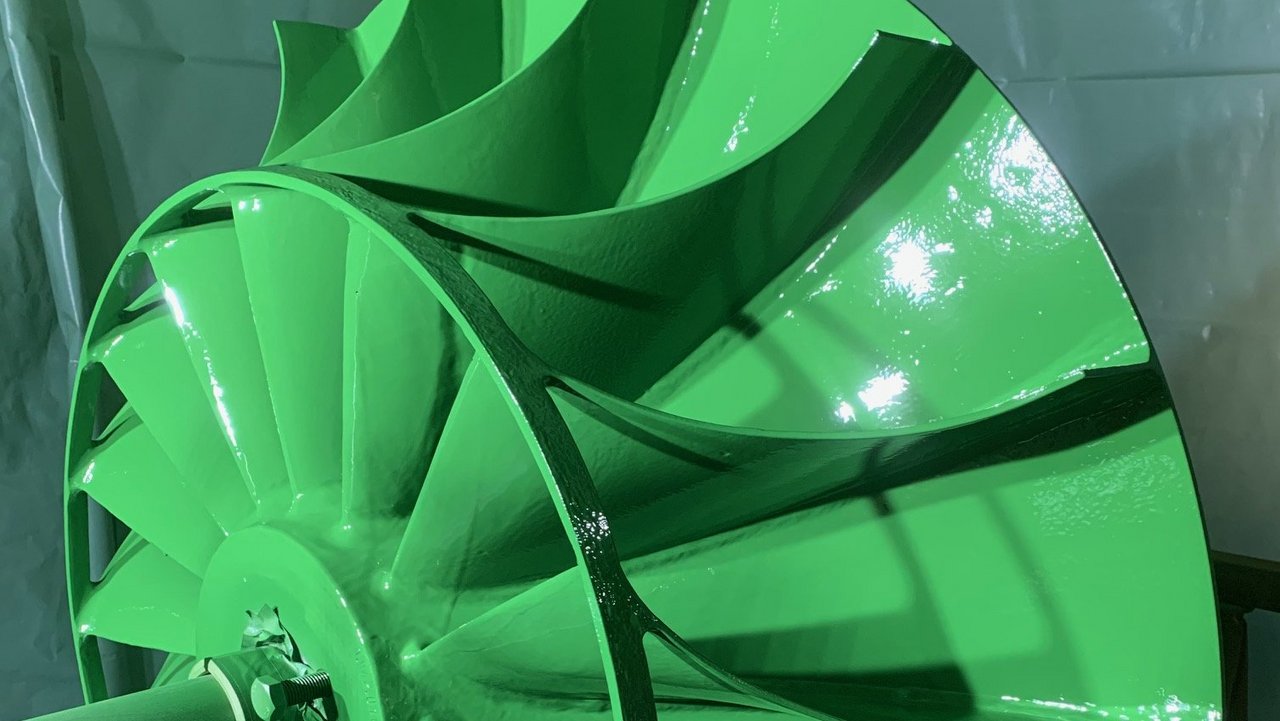
Typically, specific parts of the Turbine are coated, this can include the Shaft or just the Turbine Blades, depending on the client’s requirements. It is essential that the protective coating be applied evenly so as to avoid any balancing issues when returned to service and should offer enhanced adhesion so that the coating is not affected by high centrifugal forces.
Further typical applications






